
Trying not to reinvent the wheel? Need a simple proven linkage, detent, clamp, or other mechanical widget? Here are my idea sources when trying to sketch out a mechanical design. Often the path of least resistance is reusing an existing design. Misumi Library – Downloadable designs for automation mechanisms, fixtures and small equipment. Everything is professionally designed. Some interesting and detailed content here. A hidden gem. 507 Mechanical Movements – A familiar resource for simple sketches of […]
Machinery / Mechanical Design
Posted on:
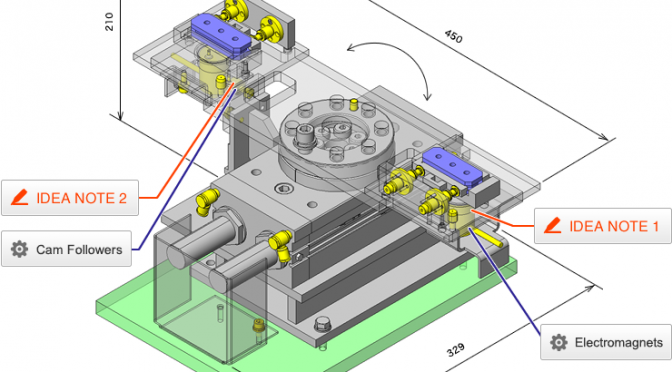
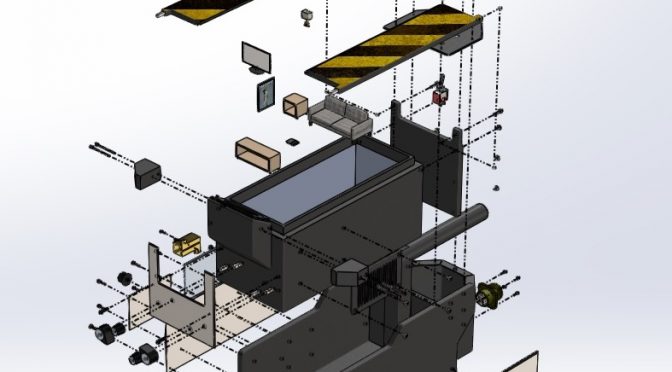
Mechanical Design is a Jigsaw Puzzle
I’ve been doing machine design for about 10 years and I often compare the mechanical design process to a creating a jigsaw puzzle. The most obvious parallel is that there are many pieces for both a machine and puzzle that must fit and work together. Even simple machines are broken down into multiple subassemblies that need to fit together like puzzle pieces. Each subassembly piece has to fit together in the process and in the context of […]
Aerospace / Machinery
Posted on:
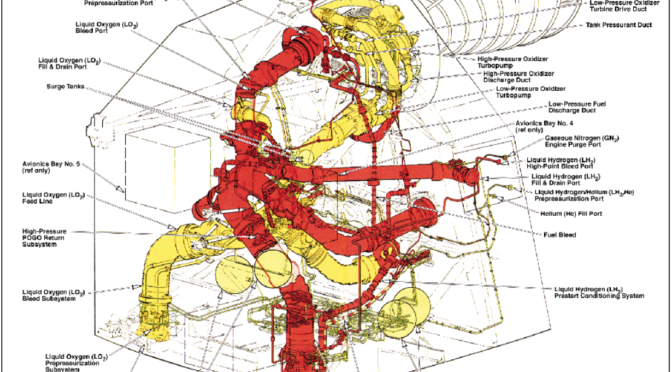
Space Shuttle Main Engine
I found this great presentation on the engines of the space shuttle. Lots of great technical details with diagrams, schematics, and concrete numbers. It covers engine plumbing, pumps, gas manifolds, injectors, and much more! Full Presentation (PDF)

Machinery / Petroleum
Posted on:
Pipeline Welding
Another /r/welding gem. This is an interesting video covering pipeline welding and it has a humorous amount of angry Canadian welders. This ain’t a goddamn pool party. A good look at the welding shacks and pipe welders with a quick primer on the hot-pass, fill, and cap weld sequence.

Machinery / Petroleum
Posted on:
Offshore Welding
I stumbled across this album in /r/welding of a pipe laying vessel out in the Gulf of Mexico. It’s always interesting to see specialized equipment for a specific industry. The album covers joint prep, welding, inspection, and laying. Here are some of the highlights:
Machinery
Posted on:
High Speed Chip Placement
This is the Samsung SM421 surface mount chip placement platform (not to be confused with the SM421 showerhead). The machine vacuum picks 6 tiny SMD components from cassettes in the front of the machine and moves to place them on a fixtured PCB. The high speed precision and motion is amazing. This video may not have the best clarity but the camera angles show a lot of the machine mechanics. The individual axes are ballscrew driven and the flashes […]
Machinery
Posted on:
Assembling a Very Large Machine
How do you assemble a giant machine tool? Very carefully. A lot of thought needs to be put into the machine design early on to accommodate assembly, alignment, shipping, and installation. Simple things like providing lifting points and making sure fasteners are easily accessible can help things go smoothly in the field. The above video shows a time lapse of the installation of a Waldrich Coburg Powertec gantry style machining center for customer MAN Diesel. There’s a lot going on […]
Machinery
Posted on:
Large Envelope Mill for Wind Turbine Blades
This has an impressive envelope for a mill and is used in the manufacturing process of wind turbine blades. I initially guessed this was for composite trimming operations but the manufacturer lists the machine for work with “polystyrene, resins and fibres.” This is possibly used for form or blade core manufacture? This is a high-rail gantry style mill which can make part loading more difficult due to the mill legs but ultimately decreases the moving mass of […]
Machinery
Posted on:
Manufacturing a Composite Rocket Fuel Tank
This is an interesting video from NASA showing the manufacture of what appear to be different composite spacecraft parts including a fuel tank. The center piece here is an articulated robot mounted on a “seventh” linear axis with a automated fiber placement end effector. The end effector heats the area and applies strips of resin impregnated composite “tape.” The whole process requires a high level of motion control especially with a rotating work piece. I’m not an expert […]
Machinery
Posted on:
Stewart Platform Mill
The Giddings and Lewis Variax mill. They were definitely thinking outside the box on this one. Interesting concept but some of the claimed advantages seem dubious. The machining envelope appears limited for the size of the machine and the control enclosure is never shown in frame. The tool changer seems like a bit of a kludge and makes the whole system difficult to guard – everything would need to be isolated and caged as a cell. Work piece access […]